3DGence Sp. z o. o. realizuje projekty dofinansowane z funduszy Unii
Europejskiej.

Większość materiałów do druku posiada silne właściwości higroskopijne, co oznacza, że bardzo łatwo pochłaniają wilgoć z otoczenia. Nawet najbardziej szczelnie zapakowany przez producenta filament, nie zawsze nadaje się do użycia od razu po wyjęciu z opakowania. Powinniśmy mieć mieć na uwadze, że sam zakup materiału nie jest ostatnim etapem przed rozpoczęciem drukowania.
Aby proces druku 3D przebiegł prawidłowo, kluczowe jest odpowiednie przygotowanie filamentu. Wygrzanie materiału we właściwej dla niego temperaturze pozwala na wyeliminowanie wilgoci, którą filament mógł pochłonąć.
Higroskopijność czyli podatność na pochłanianie wilgoci przez filament jest w tym przypadku zjawiskiem niepożądanym, ale występuje bardzo często, szczególnie wśród materiałów inżynieryjnych. Jak to wygląda w praktyce? Woda osadza się na zewnętrznych warstwach materiału oraz penetruje do wewnątrz mając bezpośredni wpływ na proces druku 3D oraz modele.
Higroskopijność filamentów powoduje znaczące problemy podczas samego procesu drukowania, nie zawsze widoczne na pierwszy rzut oka. Nawet mała ilość wilgoci w materiale może mieć negatywny wpływ na:
1. Parametry mechaniczne wydruku – w przypadku druku z materiałów inżynieryjnych, które posiadają określone właściwości nie możemy sobie pozwolić na utratę ich parametrów mechanicznych
2. Jakość modelu – możliwość pojawienia się na ścianach wydruku pęcherzyków powietrza
3. Laminację warstw – zdolność do łączenia się ze sobą kolejnych warstw wydruku
4. Dużą porowatość – materiał, który pochłonął wilgoć po wydruku może posiadać strukturę „spienioną”. Świadczy to o dużej ilości porów, które powstają podczas wytłaczania filamentu z dyszy. Cząsteczki wody w kontakcie z rozgrzaną dyszą odparowują tworząc pęcherzyki. Przekłada się to bezpośrednio na gęstość struktury wydruku (o czym może świadczyć jaśniejszy kolor) oraz dokładność wymiarową.
Porozmawiaj z ekspertami druku 3D

Kluczem do uzyskania pożądanych właściwości wydrukowanej części jest odpowiednie wygrzanie materiału przed rozpoczęciem drukowania. Na czym polega ten proces?
W celu usunięcia nadmiaru wilgoci z materiału, konieczne jest umieszczenie szpuli z filamentem w odpowiednim urządzeniu, które umożliwi jego wysuszenie. Czas i temperatura, w jakich powinna być przeprowadzona operacja wygrzewania są zależne od stosowanego materiału.
Większość materiałów inżynieryjnych należy przed rozpoczęciem wydruku wygrzać, aby pozbyć się wilgoci, którą filament chłonie z otoczenia. W odpowiednich warunkach wygrzewania zaobserwujemy odparowywanie wilgoci z materiału. Należy być ostrożnym przy dobieraniu temperatury, zbyt wysoka temperatura może zdeformować filament. Zaleca się z korzystania z uwag producenta.
Zespół R&D 3DGence przed wdrożeniem każdego nowego materiału sprawdza w jakich warunkach najlepiej pracuje dany materiał. Na podstawie własnych doświadczeń zespół opracowuje zalecenia, z których może skorzystać każdy użytkownik maszyn 3DGence.
Sprawdź jakie są zalecenia dla niektórych materiałów inżynieryjnych dotyczących ich wygrzewania po wyciągnięciu z opakowania.

Odpowiednie przygotowanie materiałów jest konieczne do przeprowadzenia prawidłowego procesu druku. Istnieje kilka sposobów, które umożliwiają wysuszenie filamentów.
Na rynku dostępnych jest sporo urządzeń, które są dedykowane do suszenia materiałów.
W 3DGence do wygrzewania materiałów przed użyciem, wykorzystujemy profesjonalną suszarkę laboratoryjną Drying Oven SLW 53 lub Material Management System.
3DGence Material Management System zapewnia, że każdy materiał będzie odpowiednio suszony i kontrolowany pod względem wilgotności zgodnie ze specyfikacją materiału. Co więcej, cały przepływ pracy, począwszy od wyboru materiału, konfiguracji, a skończywszy na gotowości, jest prosty i intuicyjny. Obejrzyj film o tym, jak suszyć filamenty za pomocą MMS.
Operacja suszenia filamentów, jako nieodzowna część procesu przemysłowego druku 3D powinna być przeprowadzana w całkowicie kontrolowanych i przewidywalnych warunkach. Suszenie filamentów w piekarniku kuchennym nie pozwala na pełną kontrolę i może prowadzić nawet do uszkodzenia materiału i przerwania całego procesu druku.
Porozmawiaj z ekspertami druku 3D


Tak, nawet jeżeli wygrzejemy filament przed drukowaniem, to w trakcie samego procesu, który często jest długotrwały, filament może ponownie chłonąć wilgoć z otoczenia, jeżeli nie jest odpowiednio zabezpieczony. W związku z tym do druku z materiałów inżynieryjnych o wysokich właściwościach higroskopijnych powinniśmy wykorzystywać przemysłowe drukarki 3D wyposażone w grzaną komorę filamentów. Grzana komora filamentów utrzymuje wysoką temperaturę oraz ogranicza dostęp powietrza z otoczenia drukarki, co uniemożliwia ponowne chłonięcie wilgoci przez materiał.
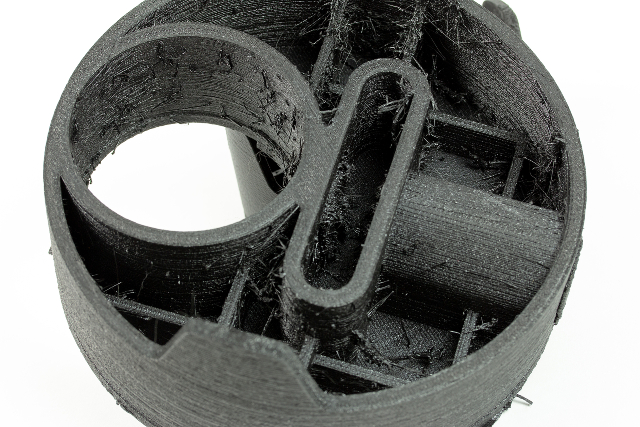
Zgodnie z zaleceniami materiał ULTEM™ powinien być wygrzewany przez 24h w temperaturze 120⁰C. Na potrzeby tego badania sprawdziliśmy co stanie się z wydrukiem, jeżeli nie wysuszymy tego materiału przed procesem druku. W grzanej komorze filamentów drukarki 3DGence INDUSTRY F421 umieściliśmy niewygrzany ULTEM™ i rozpoczęliśmy drukowanie.
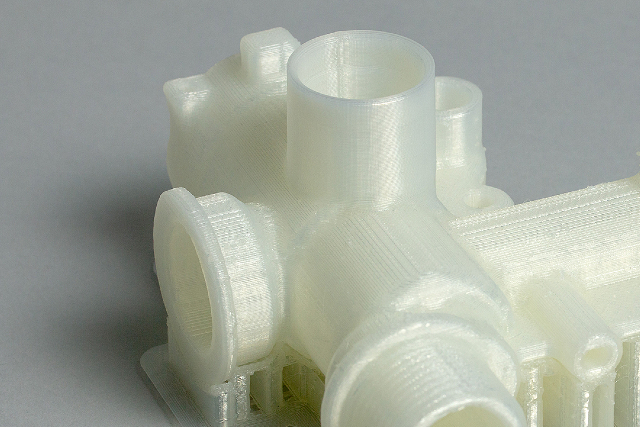
Wraz z upływem czasu grzana komora w drukarce 3DGence INDUSTRY F421 pomogła w odparowaniu wilgoci z zewnętrznych zwojów materiału. Miało to znaczący wpływ na jakość modelu, która poprawiła się wraz ze stopniową eliminacją wody z filamentu. Zmniejszyła się również porowatość drukowanej próbki w czasie.
Szczelne opakowanie prosto od producenta nie gwarantuje tego, że nasz materiał nie wchłonął wilgoci i że będzie nadawał się druku bez wcześniejszego przygotowania. Pomimo braku widocznych różnic wizualnych, właściwie tylko pomiar masy i wygląd samego wydruku może wskazać, że materiał wchłonął pewną ilość wody.
Jeśli nie posiadamy dobrze przygotowanego filamentu to podczas ekstruzji materiału z dyszy możemy:
W konsekwencji prowadzi to do ubytku tłoczonego materiału z którego zbudowana jest warstwa oraz wprowadzenia porów do struktury wydruku, osłabiając tym samym powstający element.
Masa filamentu w opakowaniu może być zbliżona do masy materiału pozostawionego w wilgotnym środowisku, wskazując że nie zawsze producent filamentu zapewnia odpowiednie warunki podczas pakowania.
Po rozpakowaniu masa filamentu Nylon 680 [Taulman] wynosiła 466,5 g (po odjęciu masy szpuli). Materiał pozostawiono na 24h w warunkach średniej temp. 23°C oraz wilgotności powietrza 48%. Czy materiał pochłonął wilgotność z otoczenia? Tak, po zważeniu materiału okazało się, że zwiększył on swoją masę o 0,6g do 467,1g. Przeprowadzenie preprocessing’u przed drukowaniem okazało się konieczne. Materiał poddano procesowi wygrzewania zgodnie z zaleceniami i umieszczono go na 8 godzin w grzanej komorze druku, w temperaturze 70°C, w maszynie 3DGence INDUSTRY F340. Wygrzanie materiału zmniejszyło jego masę do 464,2g. Oznacza to że proces wygrzewania pozwolił na usunięcie z filamentu wilgoci o masie 2,9g stanowiącej 0,62% filamentu przed wygrzaniem.

Przemysłowe drukarki 3D wspierają procesy produkcji w największych zakładach na świecie. Jednakże wybranie odpowiedniej maszyny, która będzie odpowiednia do zastosowań Twojej firmy nie jest prostym zadaniem.
Jeśli chcesz dowiedzieć się jaka drukarka 3D pomoże Ci zredukować koszta oraz przyspieszyć procesy produkcji, skonsultuj się z ekspertami druku 3D: [email protected]
