DOUBLE P255
Dual-extruder 3D printer developed for professional use certified by TÜV Rheinland. Designed to create accurate parts with great detail using soluble support material.
Dual-extruder 3D printer developed for professional use certified by TÜV Rheinland. Designed to create accurate parts with great detail using soluble support material.
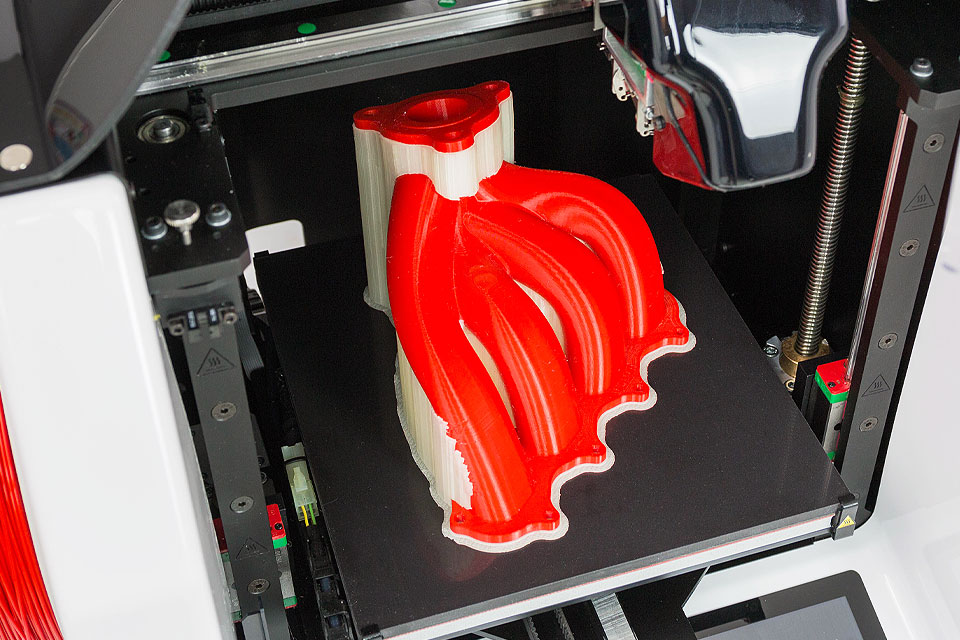
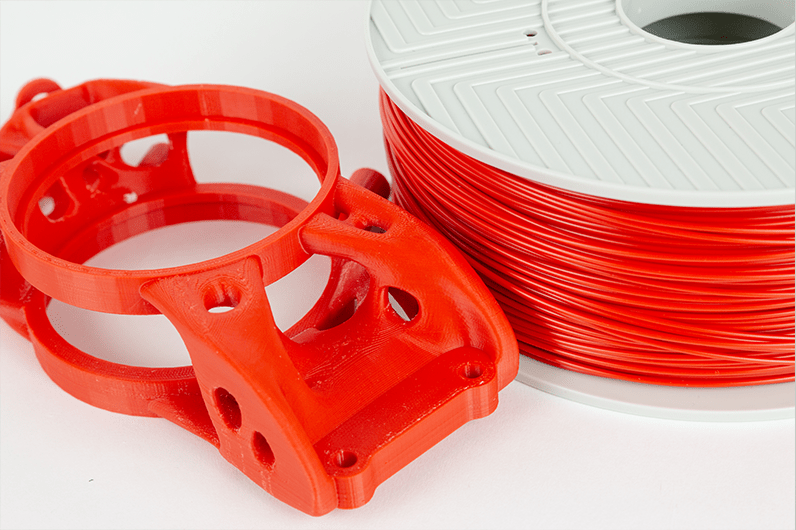
3D printing geometrically complex models
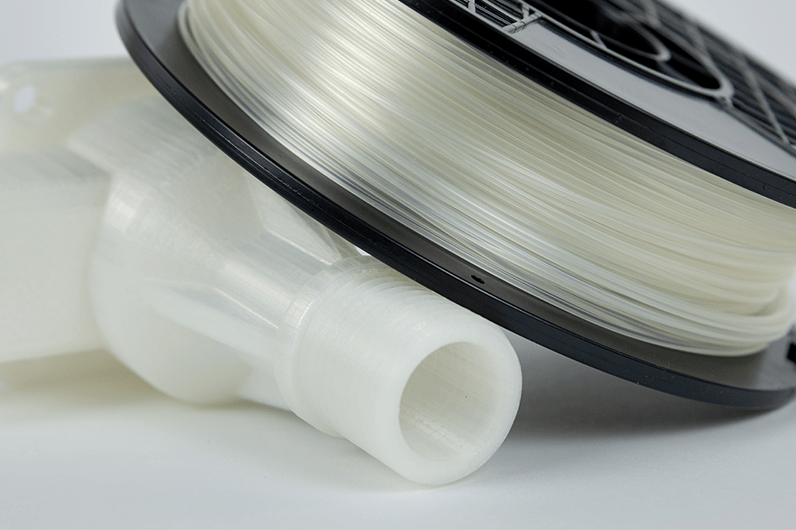
Remove supports from the 3D printed parts without any problems. Obtain elements with a certain mobility by rinsing filament in water.
3DGence DOUBLE enables 3D printing from water-soluble material BVOH, which allows removing supports without problems. Thanks to this solution you don’t have to manually deal with supports printed with HIPS or other breakaway materials.
An attempt to remove the supports mechanically may cause damage to the printout. BVOH support material gives the possibility of rinsing support material from the model and leave it in a perfect form.
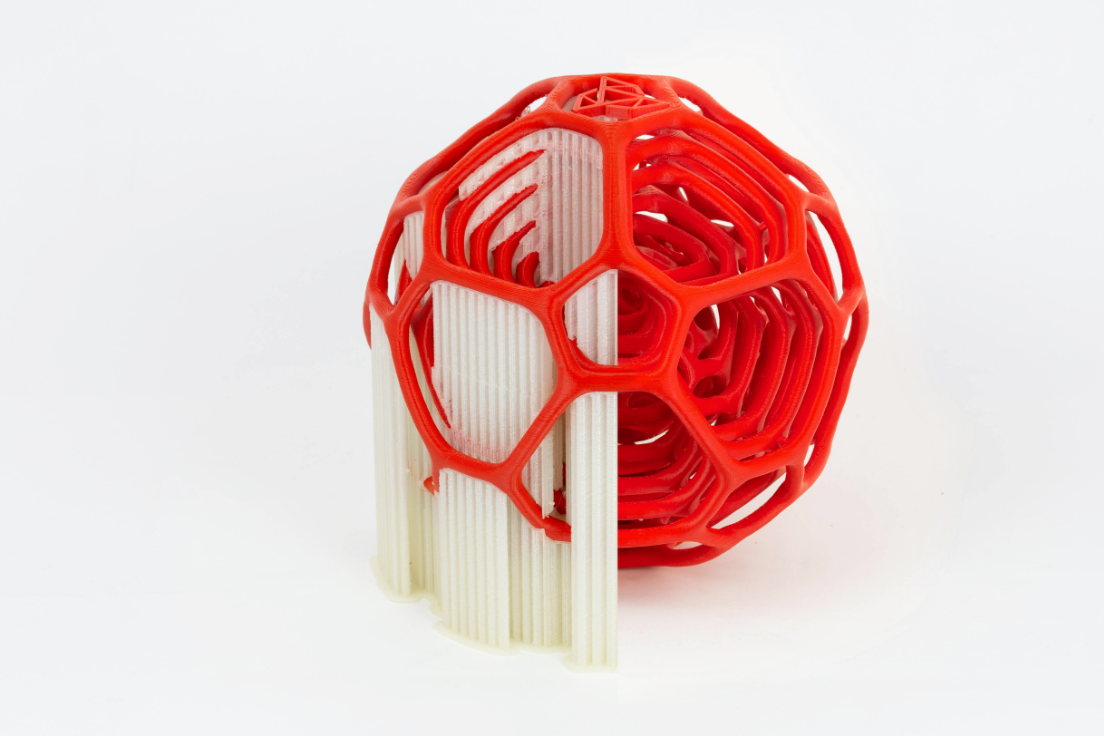
Is the water temperature relevant?
The best effects of dissolving support material can be achieved with warm water. However, it can not be a temperature that threatens the building material. Water heated up to approx. 50°C will help remove the supports from the printout much faster. This process can also be improved by mixing water.
Finally, ensuring optimal conditions, such as in an ultrasonic cleaner, will dissolve the BVOH filament in just a few minutes.
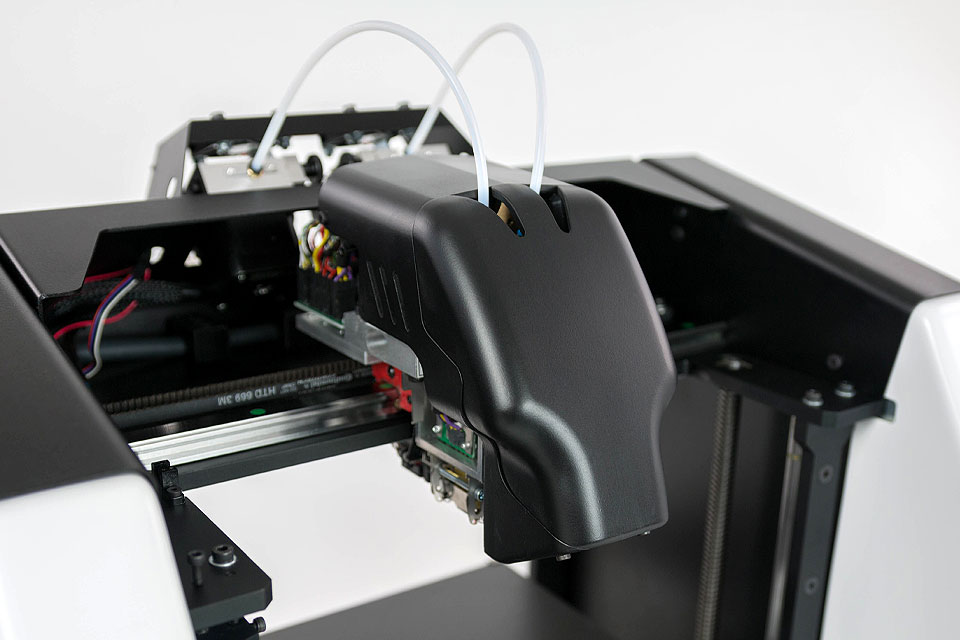
No need to calibrate the 3D printer manually
User involvement in the calibration process has been minimized as much as possible.

Due to special sensors, the 3D printer scans the heatbed and stores the map of points, the device detects any surface irregularities. The measurement of the height of the head above the heatbed is done automatically.
This solution provides a significant increase in quality and eliminates the problem with adhesion between printouts and the surface.
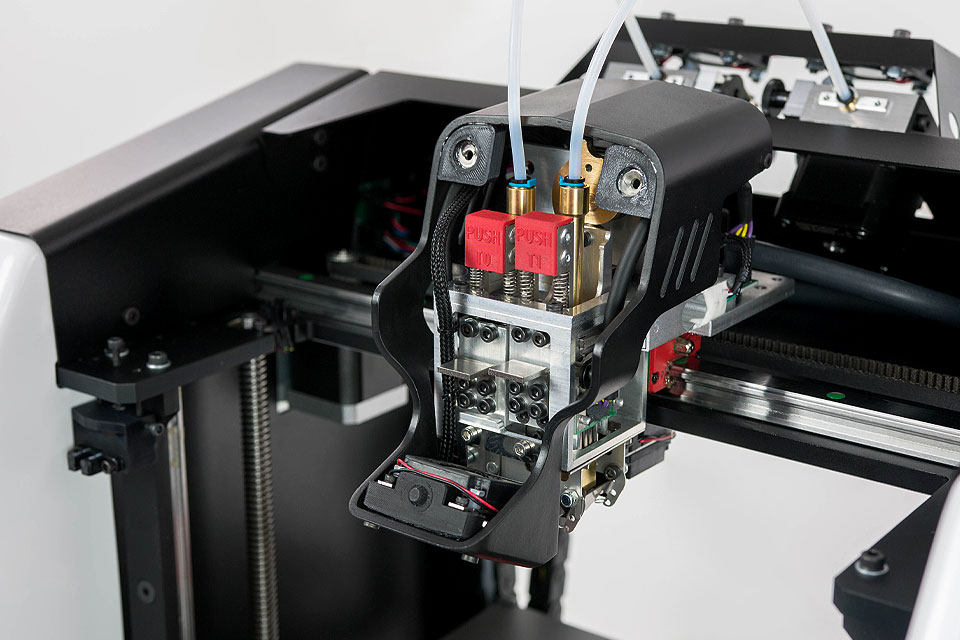
3D printing with multi-materials is possible.
The use of proprietary hotends guarantee high-quality parts 3D printed from model and support material. In addition you can swapped out hotend quickly without requiring any tools
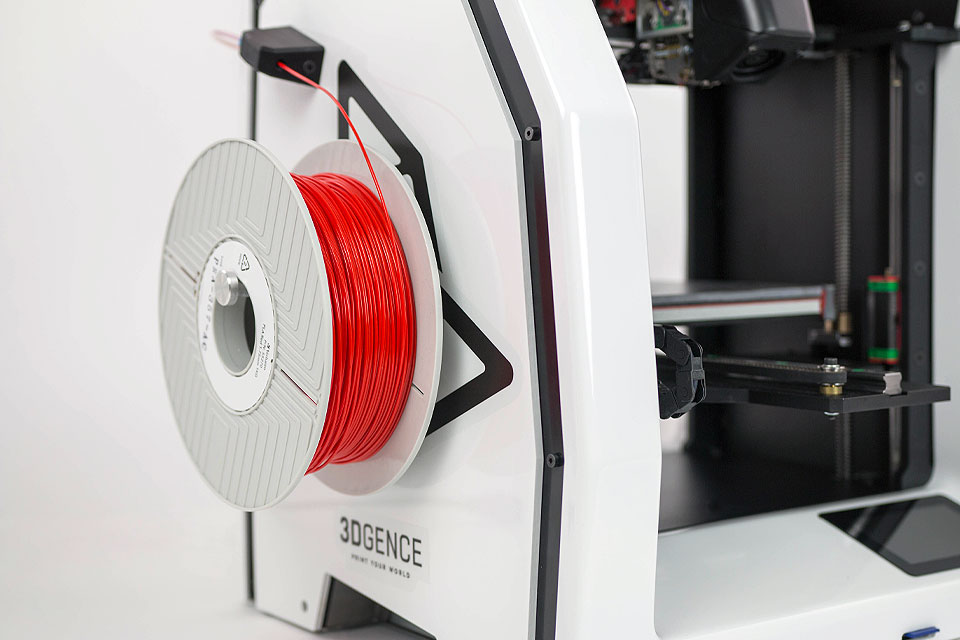
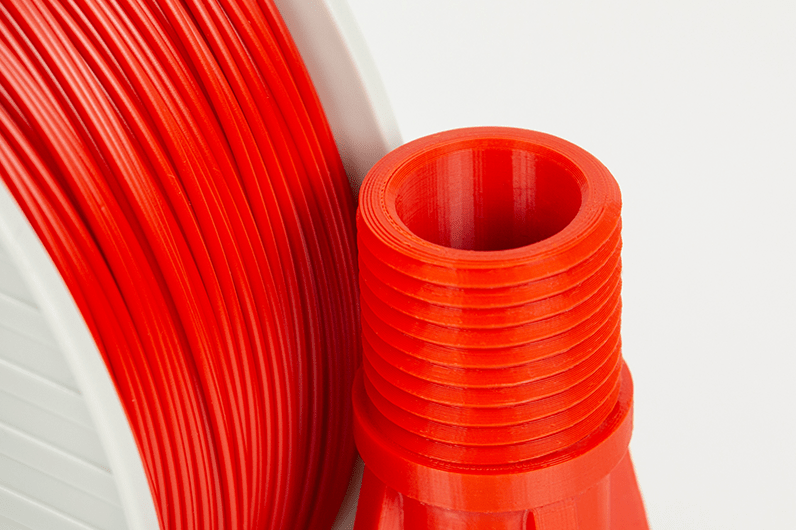
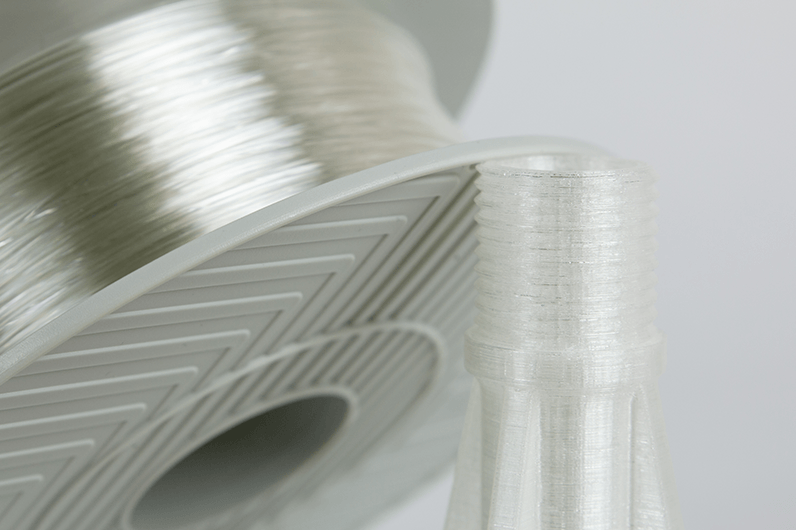
Working with all the primary materials used in FDM
3D print with all filaments available on the market, you are not restricted to a specific brand of filament.
R&D deparment who dedicate a significant amount of time to testing materials requested by customers and developing material profiles that extend the range of printing options available.

Ensuring stable temperature during the printing process
Improve the quality and dimensional accuracy of the printed parts and use dedicated enclosure to reach steady temperature during 3D printing with the Smart ABS, PP and PolyMide CoPa
The extrusion quality measurement system is equipped with automatic error detection, which enables constant supervision over the quality of each printout.
3DGence DOUBLE P255 will automatically pause the printout if there will be a shortage of material in the feeding system.
The extrusion quality measurement system is equipped with automatic error detection, which enables constant supervision over the quality of each printout. 3DGence DOUBLE P255 will automatically pause the printout if there will be a shortage of material in the feeding system.
Low volume production
Additive manufacturing is frequently more cost-effective than other legacy manufacturing methods, allowing the rapid production of end-use parts at scale, reducing tooling and inventory costs and accelerating the time tp market.
End Use Parts
In many instances the mechanical properties and surface characteristics of 3D printed parts meet and exceed the customer’s expectation, allowing their use in the actual product.
Prior to launching mass production, engineering and designers benefit from 3D printing functional prototypes that can help verify fit, functionality and optimum integration with other components, accelerating the iterative development cycle and time to market.
Low volume production
Additive manufacturing is frequently more cost-effective than other legacy manufacturing methods, allowing the rapid production of end-use parts at scale, reducing tooling and inventory costs and accelerating the time tp market.
End Use Parts
In many instances the mechanical properties and surface characteristics of 3D printed parts meet and exceed the customer’s expectation, allowing their use in the actual product.
Prior to launching mass production, engineering and designers benefit from 3D printing functional prototypes that can help verify fit, functionality and optimum integration with other components, accelerating the iterative development cycle and time to market.
Low volume production
Additive manufacturing is frequently more cost-effective than other legacy manufacturing methods, allowing the rapid production of end-use parts at scale, reducing tooling and inventory costs and accelerating the time tp market.
End Use Parts
In many instances the mechanical properties and surface characteristics of 3D printed parts meet and exceed the customer’s expectation, allowing their use in the actual product.
Prior to launching mass production, engineering and designers benefit from 3D printing functional prototypes that can help verify fit, functionality and optimum integration with other components, accelerating the iterative development cycle and time to market.
Low volume production
Additive manufacturing is frequently more cost-effective than other legacy manufacturing methods, allowing the rapid production of end-use parts at scale, reducing tooling and inventory costs and accelerating the time tp market.
End Use Parts
In many instances the mechanical properties and surface characteristics of 3D printed parts meet and exceed the customer’s expectation, allowing their use in the actual product.
Prior to launching mass production, engineering and designers benefit from 3D printing functional prototypes that can help verify fit, functionality and optimum integration with other components, accelerating the iterative development cycle and time to market.

Offers excellent print quality, high fatigue, mechanical strength and good thermal resistance.
Print technology
FFF
Build volume
190 × 255 × 195 mm (9 448 cm3)
Min. layer height
20 μm
Number of printheads
2
Nozzle diameter
0.4/0.4 mm
Filament diameter
1.75 mm
Printhead temperature
270°C
Buildplate temperature
160°C
Model materials
PLA, PP, PA, ABS, TPU
Support materials
Water-soluble support material BVOH, HIPS
Power requirements
230V AC
Max power draw
600W
Communication
USB drive, SD card
Slicing software
3DGence SLICER 4.0
Sensors
Material flow control sensors