Technologia FFF (Fused Filament Fabrication) działa na zasadzie osadzania termoplastycznego tworzywa sztucznego warstwa po warstwie na platformie roboczej. Specyfika tej technologii wymaga stosowania dodatkowych struktur podporowych. Poniżej wyjaśniamy, jak dobrać odpowiedni materiał zarówno dla podpur wyłamywanych, jak i rozpuszczalnych.
2. Dobór odpowiedniego materiału podporowego
Wybór odpowiedniego rodzaju materiału podporowego zależy w głównej mierze od geometrii modelu. Podpory wyłamywane i rozpuszczalne cechują się innymi właściwościami.
Podpora wyłamywana w druku 3D
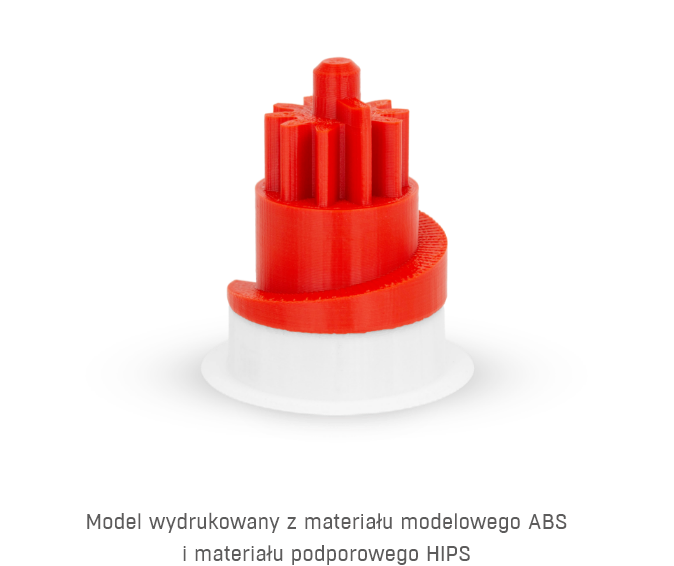
Daje możliwość drukowania modelu i podpór wyłącznie z jednego materiału, co eliminuje konieczność korzystania z dwóch różnych rodzajów materiałów co przekłada się na krótszy czas druku oraz niższe koszty materiału. Wadą jednak jest czasochłonny proces oczyszczania modelu oraz ryzyko uszkodzenia geometrii wydruku. Ten rodzaj podpór może być drukowany z tego samego materiału, jak docelowy model lub z innego, charakteryzującego się mniejszą adhezją do modelu, co znacząco ułatwia ich usunięcie.
Przykład wydrukowanych modeli z wyłamywaną podporą.
Podpora rozpuszczalna w druku 3D
Ten rodzaj struktur wykonanych z dedykowanego materiału podporowego można rozpuścić poprzez zanurzenie wydruku w odpowiednio przygotowanym roztworze. Korzysta się z nich w drukarkach dwugłowicowych, zwłaszcza w przypadku druku modeli o skomplikowanej geometrii, w których niemożliwe lub trudne jest mechaniczne usunięcie podpór. Podpora rozpuszcalna pozwala wykonać modele o bardzo skomplikowanej geometrii np. częściowo zamkniętych komór lub kanałów wewnątrz modelu, geometrii cienkościennych i ażurowych. Metoda ta wymusza konieczność posiadania dodatkowego urządzenia (stacja do rozpuszczania podpór) oraz wydłuża czas oczyszczania modelu z podpur.
Przykład wydrukowanego modelu z rozpuszczalną podporą z materiału ESM-10.
3. Zalety i wady podpór wyłamywanych
i rozpuszczalnych
W drukarkach 3DGence struktury podporowe mogą być drukowane przy użyciu tej samej głowicy, co docelowy model lub z dodatkowej, dedykowanej głowicy. Przed rozpoczęciem procesu druku należy dobrać odpowiedni materiał podporowy, dopasowany do geometrii modelu. Umożliwi to łatwe odseparowanie zastosowanych struktur podporowych od modelu po zakończeniu procesu druku.
4. Struktury podporowe w modelach 3D
W zależności od stopnia złożoności geometrii modelu dobieramy wyłamywane lub rozpuszczalne struktury podporowe. Poniżej przedstawiamy przykłady modeli z różnymi materiałami podporowymi.
Rodzaje geometrii
Post- processing wydruków 3D
Material Management System
3DGence MMS automatyzuje przechowywanie, przygotowanie i wyżarzanie materiału po wydruku – dzięki czemu udane drukowanie ultra-polimerów, takich jak PEEK, ULTEM™ i kompozytów, jest dokładne i uproszczone.
Twoje wybory dotyczące plików cookie na tej stronie
Pliki cookie są ważne dla prawidłowego funkcjonowania strony. Aby poprawić wrażenia, zbierać statystyki w celu optymalizacji funkcjonalności strony i dostarczać treści dostosowane do twoich zainteresowań. Kliknij opcję Zgadzam się i kontynuuję, aby zaakceptować pliki cookie i przejść bezpośrednio do witryny lub kliknij Więcej informacji, aby wyświetlić szczegółowe opisy rodzajów plików cookie i zdecydować, czy zaakceptować określone pliki cookie podczas korzystania z witryny. Zgadzam się i kontynuujęWięcej informacji
Polityka prywatności i plików cookie
Twoje wybory dotyczące plików cookie na tej stronie
Wybierz, czy ta strona może korzystać z plików cookies innych niż niezbędne, jak opisano poniżej:
Niezbędne pliki cookie są absolutnie niezbędne do prawidłowego funkcjonowania witryny. Ta kategoria obejmuje tylko pliki cookie, które zapewniają podstawowe funkcje i funkcje bezpieczeństwa witryny. Te pliki cookie nie przechowują żadnych danych osobowych.
Pliki cookie używane do rozpoznawania Ciebie i zapamiętywania Twoich preferencji lub ustawień po powrocie na naszą stronę, abyśmy mogli zapewnić Ci bardziej spersonalizowane wrażenia.
Pliki cookie, które mierzą, jak często odwiedzasz nasze strony i jak z nich korzystasz. Używamy tych informacji, aby lepiej zrozumieć, w jaki sposób nasi użytkownicy angażują się w nasze dziennikarstwo oraz aby ulepszyć nasze witryny i aplikacje, aby użytkownicy mieli lepsze wrażenia.
Pliki cookie, które służą do gromadzenia informacji o Twojej wizycie na naszej stronie, przeglądanych treściach, podanych linkach oraz o Twojej przeglądarce, urządzeniu i adresie IP.